

当你经过一家工具机制造厂,看到技师们用手工刮研的时候,你会禁不住地纳闷道:"他们真的能靠着刮研来改善目前这些经过机器加工的表面吗?(人会比机器还要厉害吗?)"
如果你指的纯粹是它的外表,那么我们的答案是"不能",我们不会做得更漂亮,但为什么还要去刮研?当然有它的理由,其中一个理由是人的因素:工具机的目的是用来制造其它的工具机,但它永远无法复制出一个比原件还要准确的产品。因此,想要做出一个比原来的机器还要准确的机器,就必须要有新的一个起点,也就是说,我们必须从人为的努力开始,就这个案例来说,人为的努力指的就是用手工来刮研。
刮研并不是"徒手"、"随心所欲"的作业,它其实是一种复制的方法,几近完善地复制出母体,这个母体是一个标准平面,也是用手工打造出来的。
刮研虽然辛苦费力,但它却是一项技艺(艺术层级的技术);要训练出一个刮研师傅或许比训练出木雕师傅更不容易,市面上探讨这一个主题的书籍并不多见,特别是讨论"为何要刮研”这方面的资料更少。这也许就是刮研被视为一门艺术的原因吧。
01
从何处开始?
如果一位制造者决定用磨床来研磨而不用刮研,他的“母机”磨床的导轨的**度必须要高于新做的磨床。
那么,机器的**度来自哪里呢?
必然是来自一部更**的机器,或者要依赖一个能产生真正平整表面的其它方法,也或许就是从一个已经做得很好的平整表面复制而来。
我们可以用三种画圆圈的方法来说明表面的产生过程(虽然圆圈是线条而不是表面,但可以引用来说明观念)。一个工匠可以用一个普通的圆规画出一个圆圈;如果他用铅笔沿着塑料模版上的一个圆洞描绘的话,他就会把圆洞不准确的地方全部复制出来;如果他是徒手画圆的话,圆圈的准确度就决定于他有限的技巧了。
理论上,一个平整的表面可以由三个表面的交替磨擦(抹磨Lapping)而产生。为了简单起见,我们姑且用三块各有一个相当平坦面的岩石加以说明。如果你以随机的顺序交替磨擦这三个平面,你会把这三个平面磨得越来越平整。如果你只用两块岩石磨擦,你就会得到一个一凹一凸的交配对。在实务上,除了会使用刮研取代(抹磨Lapping)之外,也会遵循一个明确的配对顺序,刮研师傅一般都用这个规则来做他要使用的标准治具(直规或平板)。
在使用时,刮研师傅会先把显色剂涂在标准治具上,然后把它放在工件表面上滑动,让需要被铲掉的地方显露出来。他一直重复这个动作,工件表面就会越来越接近标准治具,能很复制出跟标准治具一样的作品。
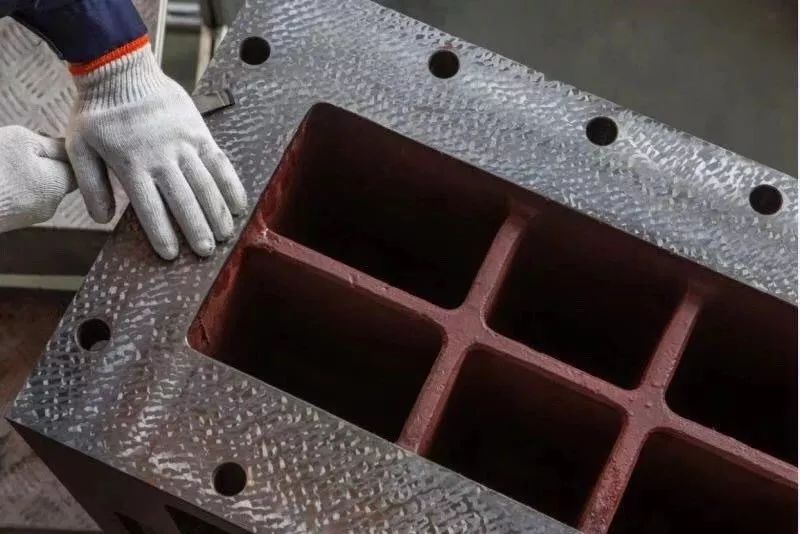
要刮研的铸件通常都是先用铣削加工到比终尺寸多千分之几的范围之后,送去热处理,把残余的压力释放出来,然后在刮研之前送回来做精修表面的研磨。虽然刮研要耗费许多时间和高劳力成本,但刮研可以取代需要高设备成本的制程,若不想用刮研作业来替代,工件就必须用精度很高而且很昂贵的机器来进行精修加工。
在后边阶段做精修加工除了牵涉到高成本的设备以外,还有一个因素需要考虑:零件加工时,特别是大型铸件,往往必需进行一些重力夹持的动作,当加工达到千分之几的精密度时,这种夹持的作用力往往造成工件的扭曲,以至于危及工件在松开夹持力之后的准确度;加工时产生的热也会造成工件的扭曲。
这就是刮研的许多优点之一,刮研既没有夹持作用力,它所产生的热也几乎等于零。大型工件是用三个点来支撑,以确保它不会因本身的重量而变形。
工具机的刮研轨道磨损时,它还可以透过再刮研重新修正,跟把机器丢弃或者送厂拆卸再加工来比,这是一个很大的优点。
当一个工具机的轨道需要再刮研时,这个工作可由工厂的维修人员担任,但我们也可以在当地找人来做再刮研的工作。
在某些情况下,可以使用手动刮研和电动刮研来获得需要的几何精度。如果有一组工作台和鞍座的轨道已经刮平,而且精度已经符合要求,却发现工作台对主轴的平行度不合规定(要花很多功夫去矫正),你能想象只用一个刮研机,在不丧失平整度,又能适当地纠正对位误差的情况下,可以在正确的位置上去除正确数量的金属,需要什么程度的技术吗?
这当然不是刮研的目的,也不应该做为矫正大型对位误差的方法,但是,一个技术纯熟的刮研师傅,却可以在令人惊讶的短时间内完成这一类的矫正。这种方法虽然需要熟练的技术,但比起把一大堆零件都加工到非常准确,或为了防止对位误差而去做一些可靠或可调整的设计来说,这种方法更加经济实惠。
02
润滑的改善
实务经验证明刮研轨道可以透过较佳质量的润滑而减少磨擦,但大家对其原因为何却莫衷一是。普遍的意见是,刮研低点(或更明确的说法,削出来的凹坑,为润滑而多做的油袋)提供了许多微小的储油口袋,这些油会被周遭许多微小的高点刮出来。
另一种逻辑化的说法是,它让我们能持续地保持一层油膜,让移动件浮在油膜上,这是所有润滑的目标。这种情况之所以发生的主要理由是,这些不规则的油袋形成了许多留油的空间,让油不容易跑掉。润滑的理想情况是在两个平滑表面间维持一层油膜,但这时你又得处理防止油流出的问题,或者需要尽快地加以补充。(轨道面上不管有没有铲花,通常都会为了帮助油的分布而制作油沟)。
这样的说法会让人质疑接触面积的效果问题。刮研减少了接触面积,但却会形成均匀的分布,而分布才是重 点。两个匹配表面越平整,接触面的分布就越平均。但机械学中有一个“摩擦力与面积无关”的原理,这句话的意思是,无论接触的面积是10或100平方英寸,都需要相同的作用力才能移动工作台。(磨耗则又是另外一回事,相同载重下的面积越小,磨耗的速度就越快。)
我要说的是,我们所追求的是更优良的润滑效果,而不是更多或更少的接触面积。如果润滑效果无瑕的话,轨道面就永远不会磨损。如果一个工作台随着磨损而有移动困难的情形,这可能是与润滑有关,而无关乎接触的面积。
03
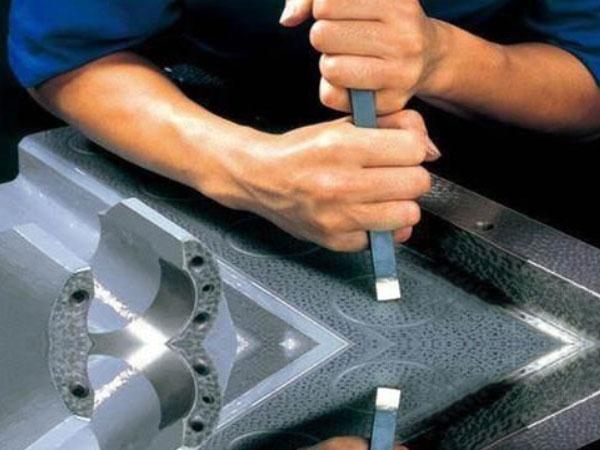
刮研是怎么做的?
在找出必须刮除的高点之前,先把显色剂涂在标准治具上(平板或要铲V型轨时的直规治具),再把涂有显色剂的标准治具在要铲的轨道面上摩擦,显色剂就会转移到轨道面的高点上,接着再用一个特别的刮研工具把显色的高点铲除。这样的动作要一直重复,直到轨道面上呈现出均匀一致的转移为止。
一个刮研师傅当然要懂得各种技术。我在这里先谈其中的两种。
我们在做显色的动作之前,通常会用一把钝锉刀轻轻地在工件表面磨擦,来去除毛边。
要用刷子或手擦拭表面,不要用破布擦拭。如果使用布来擦拭,布留下的细麻线,就会在下一次做高点显色时造成误导性的标示。
刮研师傅自己会用标准治具与轨道面比对的方式来检查自己的作品,检验的人只要告诉刮研师傅何时可以停止作业就够了,不必为刮研过程费心。(刮研师傅可以对自己的工作质量负责)
过去我们都有一套标准,规定每一平方英寸该有几个高点,以及总面积该有多少百分比的接触率;但我们发现检查接触面积几乎是一件不可能的事,而且现在都由刮研师傅来决定每平方英寸应有的点数。总之,刮研师傅一般都会努力达到每平方英寸20~30个点的标准。
现在的刮研过程中,一些整平的作业都使用电动刮研机,它们也是一种手工刮研,但可以排除一些吃力的工作,让刮研作业比较不会那么累。当你在进行精细的组配作业时,手动刮研产生的感觉仍然是无以取代的。
04
刮研的花纹
花纹的类型有很多,在此介绍几种比较常见花纹类型,如弧形花纹、方块花纹、波浪花纹和扇形花纹,弧形花纹中主要有月亮花纹、燕子花纹。
1. 弧形花纹及刮法
首先用刮刀刃口左侧落刀,紧接着自左向右斜向刮削(如下图a所示),同时左手手腕要扭腕使刀刃顺势作一个自左向右的圆弧摆动(如下图b所示),使刃口部的刮削从左侧过渡到右侧,刀迹纵向长度一般为10mm左右,整个刮削过程瞬间完成,这样就可以刮出各种弧形花纹。也可以自右向左斜向刮削,通过左手手腕在用力下压的同时右手扭腕使刀刃顺势作一个自右向左的圆弧摆动,使刃口部的刮削从右侧过渡到左侧。
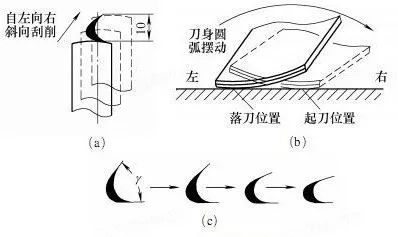
弧形花纹基本刮法
弧形花纹刮削要领:由于刮削条件和操作方法的不同,所刮出的弧形花纹的形状大小和弧形夹角也有相当的变化。一是要注意选择合适的刮刀,因为刀头部分的宽窄、厚薄、刀刃圆弧半径及楔角的大小对弧形花纹的形状都有一定影响;二是在刮削时要能够控制扭腕动作的幅度和推刮行程的长短;三是要利用刀头部分的弹性作用,一般而言,扭腕动作的幅度越大、推刮行程越短,所刮出的弧形花纹的夹角就越小、形状也越小,如上图c所示。
(1)月亮花纹及刮法
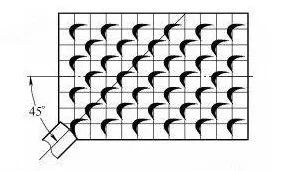
刮花前要在工件表面用铅笔划出一定间距的方格。
刮花时采用圆弧刃精刮刀,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。
(2)燕子花纹及刮法
燕子花纹如下图所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时采用圆弧刃精刮刀,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。常见的刮法是:
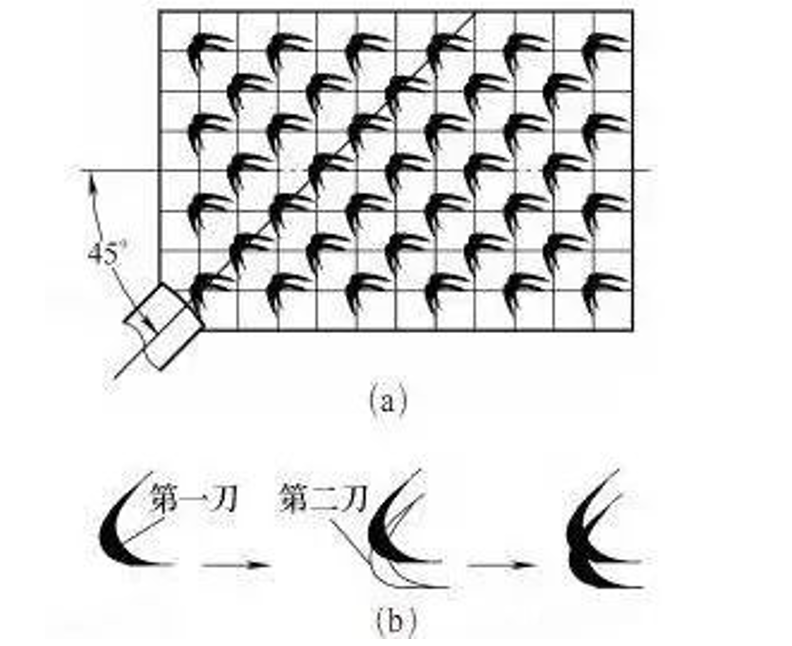
首先第 一刀刮出一个弧形花纹,然后在第 一个弧形花纹稍下的地方刮出第二个弧形花纹,这样就可刮出一个近似燕子的花纹,如上图b所示。
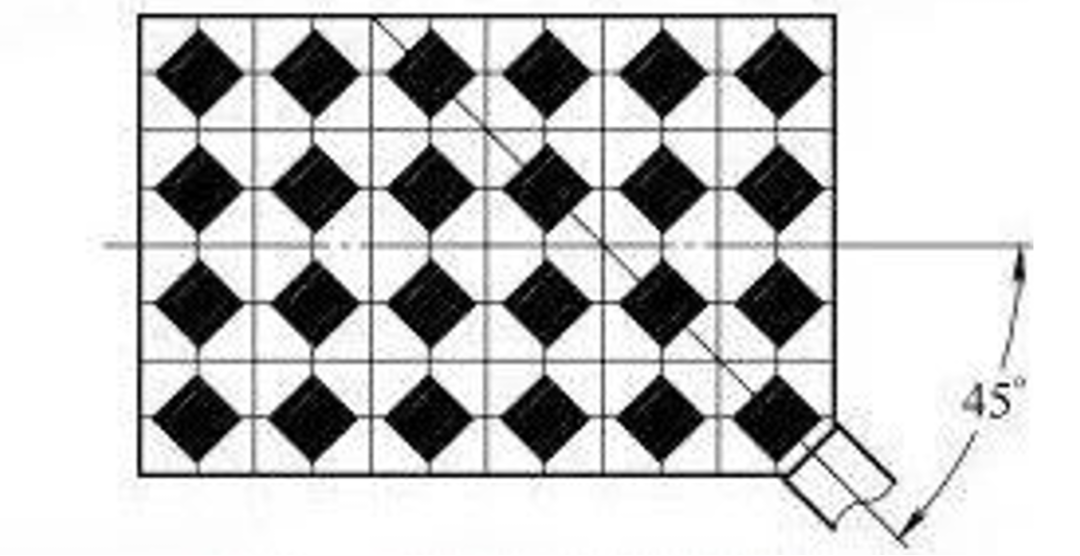
2. 方块花纹及刮法
方块花纹如下图所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时,刀身平面中心线与工件表面纵向中心线成45°角,从工件的前面向后面进行刮削。基本刮法是:采用直线刃(或大半径圆弧刃)窄刮刀进行短程推刮,刮出第 一个方块后,应间隔一个方块距离即空出一格再刮出第二个方块。
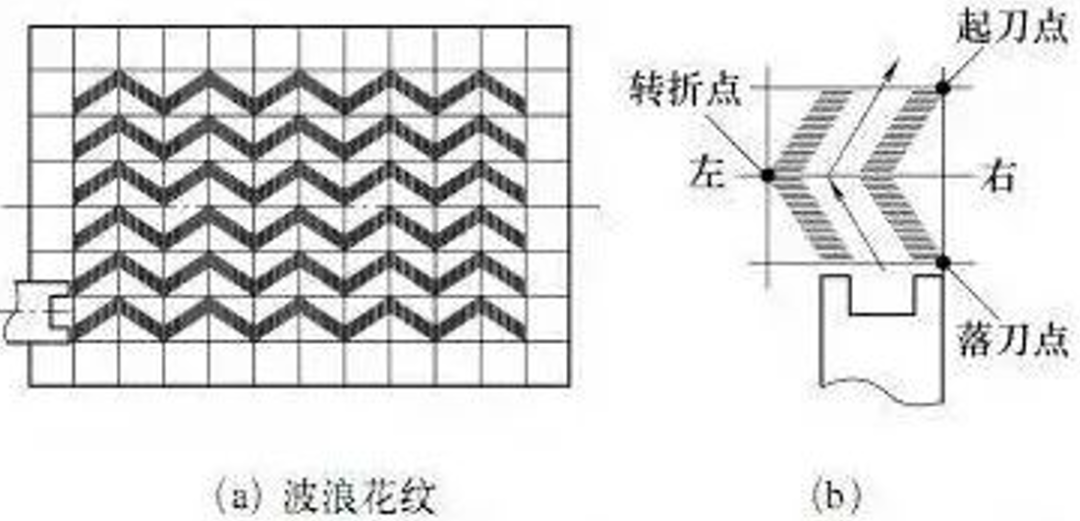
3. 波浪花纹及刮法
波浪花纹如下图a所示。刮花前要在工件表面用铅笔划出一定间距的方格。刮花时,刀身平面中心线要平行于工件表面纵向中心线,从工件的后面向前面进行刮削。基本刮法是:采用豁口刮刀进行刮削,选择好落刀位置(一般选择交点处),落刀后即向左侧斜向移动推刮,当达到一定长度时(一般选择交点处)紧接着向右侧斜向移动推刮至一定位置后起刀,如下图b所示。
4. 扇形花纹及刮法
扇形花纹如下图a所示。刮花前要在工件表面用铅笔划出一定间距的方格和角度线。刮削扇形花纹要采用钩头刮刀(如下图b所示),要将刀刃右端磨锋利,左端稍钝一点,刃线要平直。基本刮法是:
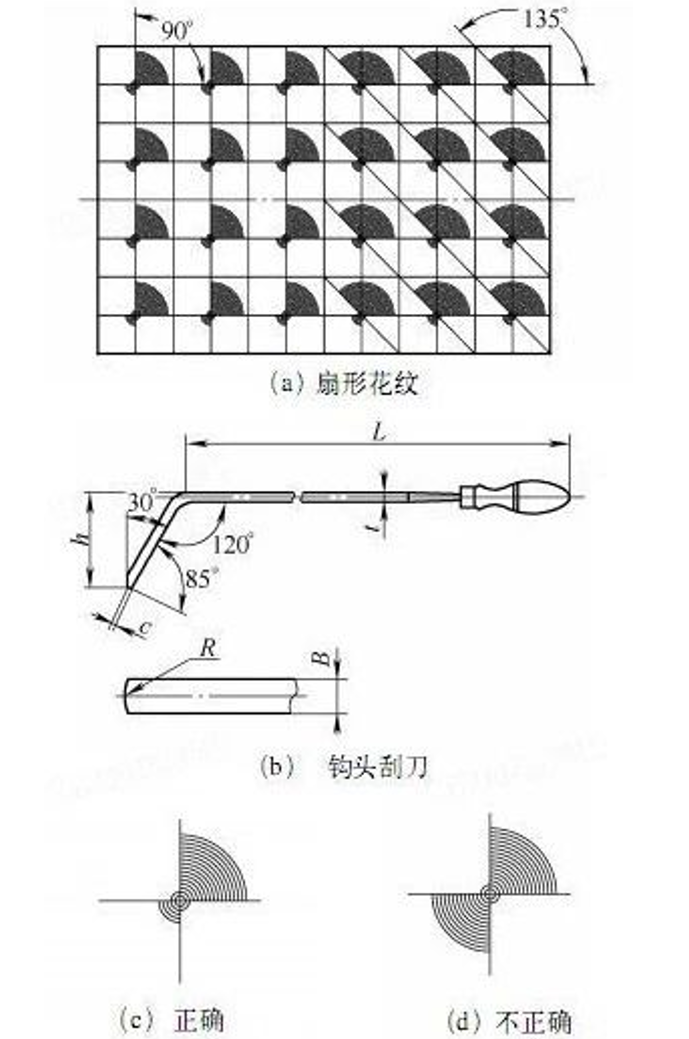
选择好落刀位置(一般选择交点处),左手握在距刀头50mm处,用力偏左下压,以刀刃左端为圆心,右手作顺时针方向旋转,旋转角度一般有90°和135°两种。正确的扇形花纹如上图c所示,由于用力不当,容易造成两端同时刮削,形成如上图d所示的花纹,这样所刮出的花纹痕迹会过浅,属于不正确的花纹。


0373-7762500,7762718
 微信公众号
微信公众号
 720° VR全景
720° VR全景













