
目前铸铁中主要存在的气体元素为氧、氮、氢,这三种气体元素在铁液中的存在形态以及含量对铸铁质量和性能有着重要的影响[1]。氧对铸铁组织和性能的影响,主要体现在铸铁的凝固过程中,氧与铁液中多种元素结合形成氧化物,一部分构成石墨形核质点,另一部分形成氧化夹杂物。过高的氧会促使铁液的氧化,降低铁液流动性,还会产生铸造缺陷。同时孕育球化过程中氧还会消耗额外的孕育球化剂,造成孕育球化不良[2]。氮对铸铁组织和性能的影响,主要体现在氮能够抑制石墨片的生长,使石墨片长度变短、端部钝化,弯曲度增大,长宽比减小[3],适量的氮在铸铁中还起到微合金化的作用,固溶强化基体组织,提高材料性能,过高的氮会产生氮气孔[4]。氢对铸铁组织和性能没有好的影响,据研究表明在碳当量为4.2%左右的铸铁中,1 200 ℃时氢的溶解度为7.5×10-6。过高的氢在凝固过程中析出,使铸件形成氢针孔等。
综上,为生产出性能稳定且质量较高的铸铁件,检测铸铁中氧、氮、氢三种气体元素的含量,并探讨其元素含量对铸铁件组织和性能的影响,对铸铁生产具有重要的现实意义。
1 试验材料制备与方法
本试验采用中频感应炉进行铁液熔炼,制备出不同型号的灰铸铁和球墨铸铁,用来测定和分析灰铸铁及球墨铸铁中氧和氮元素的含量。炉料中废钢的加入量为50%~65%,回炉料20%~35%,生铁0~20%,制备灰铸铁和球墨铸铁时分别采用半石墨化增碳剂和石墨化增碳剂进行增碳处理,加入量为1.0%~2.0%,同时加入0.6%~1.0%碳化硅增硅。铁液温度升至1 450 ℃左右时,取样进行成分分析,***终铁液在1 480~1 520 ℃出炉。
试样的制备与分析。现场取样:采用Φ5 mm真空玻璃管取样,将真空玻璃管插入铁液中,瞬间抽吸成铁棒立即放入水中,冷却后装到干净塑料袋内,取出的试棒致密且不能有气孔。化验室制样:利用打磨的方法去除试样表面的氧化物,并在打磨过程中不断浸入乙醇内冷却,以避免试样过热,磨完后放入乙醇内保存。采用吹风机吹干表面的乙醇,再用金刚锉对表面进行细加工,使试样表面光滑且无粗糙纹路,***后加工成适合分析用量的试样(0.5 g左右)进行分析。
分析时,用镊子将试样放入钢研纳克ON-3000分析仪中进行分析。结果数据均为5个试样的平均值。
2 灰铸铁及球墨铸铁中的氧、氮含量的测定
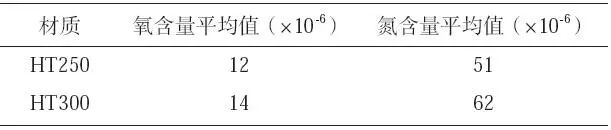
灰铸铁孕育出炉后温度降至1 350 ℃左右进行玻璃管取样,测量氧、氮含量,分析结果如表1所示。在试样HT250和HT300中,其内部的含氧量一般远低于含氮量。和试样HT250相比较,HT300的含氧量和含氮量的均值都更高。
表1 灰铸铁中氧和氮的含量
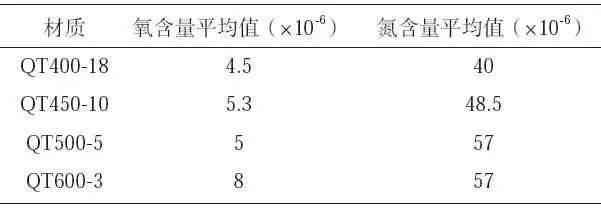
球墨铸铁球化处理后温度降至1 350 ℃左右进行玻璃管取样,测量氧、氮含量,分析结果如表2所示。对于不同型号的球墨铸铁,其内部的含氧量均远低于含氮量,并且含氧量的均值相差不大,而含氮量的均值相差很大,QT600-3和QT500-5的含氮量的均值***大,都为57×10-6,QT400-18的含氮量均值***小,为40×10-6。
表2 球墨铸铁中氧和氮的含量
3 氧含量对合成灰铸铁质量的影响
氧是一种活泼性很强的元素,在铸铁中它能与多种元素结合形成氧化物。对于灰铸铁,特别是合成灰铸铁必须做好孕育处理,而孕育处理前的原铁液中会有一定的氧和硫,实践表明,铁液中硫的含量不宜低于0.06%,***好保持在0.06%~0.09%之间[6-7],而氧含量的合适值为多少目前并不明确,因此本文将通过试验来探究合成灰铸铁的铁液中氧含量的适宜值。
通过在合成灰铸铁中添加Fe2O3,来探究Fe2O3不同的加入量及加入条件对合成灰铸铁含氧量及其性能的影响。在几种成分相近的合成灰铸铁铁液中分别加入0.02%、0.04%、0.06%、0.08%的Fe2O3,并检测铸铁试样中的氧含量及试样的性能,试验均为出炉孕育温度降至1 480 ℃左右取样,试验结果如表3所示。结果数据均为5个试样的平均值。
表3 Fe2O3的加入量及加入条件对
灰铸铁含氧量及性能的影响

由表3可知,在1 450 ℃时和在装炉时加入不同比例的Fe2O3,其氧含量在(12~18)×10-6之间变化,平均值为13.75×10-6,性能在330~375 MPa变动,无明显规律。可见,人为的用Fe2O3增加氧含量效果并不明显,氧含量与抗拉强度的大小不成比例关系。但试验成分为HT300材质,强度都达到了330 MPa以上,平均值347 MPa,说明铁液中氧的含量在(10~20)×10-6为宜。原因是当铁液中的氧含量过低到10×10-6以下时,可作为石墨外来核心的氧化物和硫氧复合化合物较少,铁液对孕育处理的响应能力不够,灰铸铁组织中就会出现较多的过冷石墨(D、E型石墨)。当氧含量过高时,将会消耗额外的合金元素,从而导致试样的性能降低。
4 氮含量对HT250组织和性能的影响
有关氮对铸铁组织和性能的影响的论述较多,对氮的认识和利用也较全方面深刻。本文通过在HT250中添加氮化锰合金,以提高铁液中的氮含量,探究氮含量的变化对灰铸铁组织和性能的影响。试验炉料配比普通碳素废钢60%、同质回炉料30%、生铁10%。铁液熔至1 450 ℃时加入氮化锰铁。添加量依次为0、0.1%、0.2%和0.3%,试验结果如表4所示。结果数据均为5个试样的平均值。
表4 MnN的添加量对铸铁组织和性能的影响

由表4可知,随着MnN添加量的增多,灰铸铁中氮含量呈逐渐增加的趋势,珠光体的含量逐渐增加,试样的抗拉强度逐渐增大,且铸铁中石墨形态均为***。另外当MnN的添加量为0.3%时,灰铸铁中氮含量为110×10-6,试样的抗拉强度可以达到370 MPa,但是在铸件中出现了可见的氮气孔(如图1中A、B、C处)。
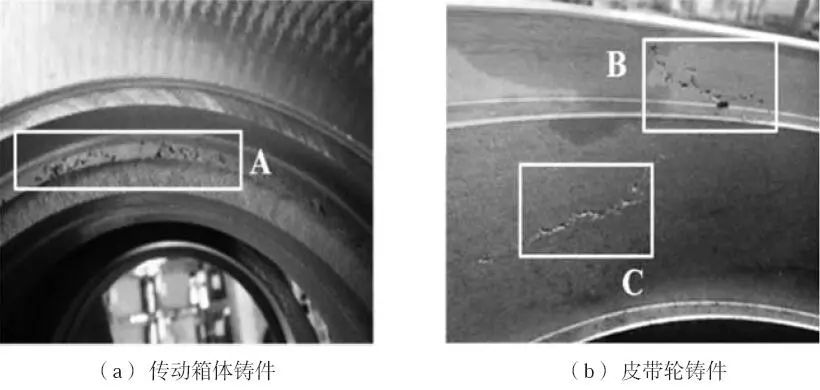
图1 氮气孔缺陷图片
含氮灰铸铁试样的石墨形貌如图2所示。随着灰铸铁中氮含量的增加,石墨逐渐变短、粗,石墨片的端部钝化。当MnN加入量为0.2%,氮含量在85×10-6时出现了一些紧实石墨,片状石墨变粗变短并有弯曲现象。当MnN加入量为0.3%时,石墨组织中出现类似蠕虫状石墨。主要原因是吸附于石墨表面的原子层厚度的氮阻碍了金属液中碳原子向石墨中扩散,阻碍了片状石墨的增长,固溶于石墨中的氮主要通过增加石墨内部结构的不完整性,使石墨晶体点阵产生畸变,造成片状石墨弯曲。
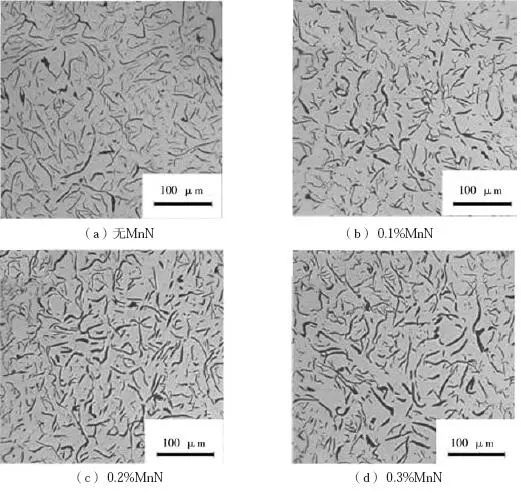
图2 含氮灰铸铁试样的石墨形貌
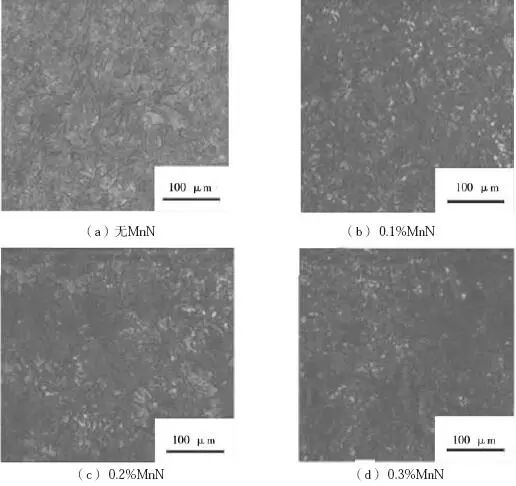
含氮灰铸铁试样的基体组织如图3所示。随着灰铸铁中氮含量的增加,使得基体组织中珠光体含量增多,珠光体层片间距减小。氮可固溶于铁中形成间隙固溶体,固溶强化和稳定奥氏体作用明显,氮使初生一次奥氏体轴变短,二次臂间距减小,使共晶团细化,能使共析转变过冷度增加,稳定并细化珠光体组织,起到了合金化的作用,故灰铸铁中氮的含量控制在(50~100)×10-6为宜。
5 QT450中氢气孔的形成与控制
氢在铸铁中存在的形态,可以少量溶于液态或固态铸铁中,也可以在铸铁凝固过程中以单质气体析出,造成铸件中的气孔缺陷[9]。铁液凝固过程中,产生氢气气泡难于上浮,也难于向内迁移,***后停留在铸件表皮层下时,有可能使铸件产生气孔缺陷[10]。氢气孔缺陷一般出现在铸件上表面,形状较圆整,铸铁中氢的来源很多,主要来自炉料、炉衬、包衬和铸型涂料及金属炉料表面的锈蚀,油污是导致铁液中氢含量高的主要原因,另外包衬的干燥清洁也是导致铸件氢气孔的关键因素。
如图4所示,采用QT450材质加工箱盖过程中出现了批量气孔缺陷,经检测气孔为氢针孔缺陷。主要原因是首包铁液浇注时包衬未彻底烘干,铁液中合金元素铝与水汽产生反应产生氢气,在铁液凝固过程中形成氢气析出,从而在铸件内产生氢气孔缺陷,其反应式为:
2Al+3H2O→Al2+3H2↑
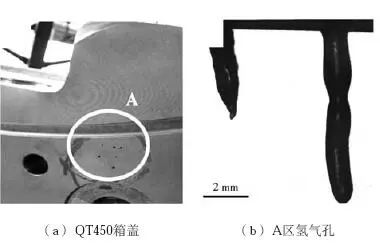
图4 QT450箱盖及氢气孔缺陷
铝元素能够提高形成氢气孔的风险, 所以在生产中应注意控制铝的含量, 对球墨铸铁而言,Al≤0.02%,对灰铸铁而言,Al≤0.01%。因此,合理控制铸铁中某些金属元素(如铝、铅、锌等)的含量,能有效控制铸铁中氢气孔的形成。
6 结束语
(1)铸铁中适量的氧含量能够与铁液中多种元素形成氧化物,构成石墨外来核心提高铁液的孕育处理响应能力,过量的氧能够促使铁液氧化,降低铁液流动性,还会产生铸造缺陷。灰铸铁中的氧含量在(10~20)×10-6为宜。
(2)铸铁中适量的氮含量能够强化基体组织,起到微合金化作用,提高材质性能。氮的含量***好控制在(50~100)×10-6,如超过100×10-6时,极易导致铸件内氮气孔缺陷的形成。
(3)铸铁中的氢含量应尽量控制在***低值,关键在于所用炉料中微量元素(铝、铅、锌)的含量要低


0373-7762500,7762718
 微信公众号
微信公众号
 720° VR全景
720° VR全景













